

摘要:本文详细阐述了冲裁模具的构造、安装与调整过程。内容包括模具的组成部分、结构设计、安装步骤及注意事项,并重点介绍了模具的调整方法和技巧。通过本文,读者能够全面了解冲裁模具的安装调整过程,确保模具的精确度和稳定性,从而提高冲压生产效率和产品质量。
本文目录导读:
冲裁模是冲压工艺中的重要组成部分,其安装调整的准确性和精度直接影响到冲压生产的质量和效率,本文将详细介绍冲裁模的构造、安装及调整过程,帮助读者更好地理解和掌握相关知识和技能。
冲裁模构造
1、冲裁模的基本构成
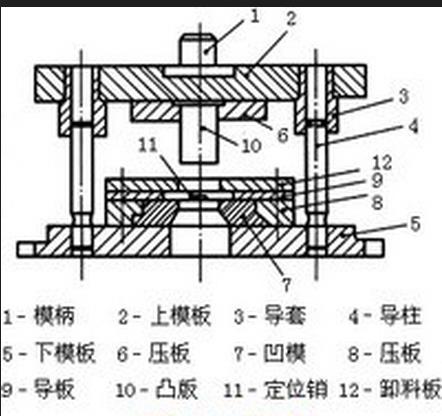
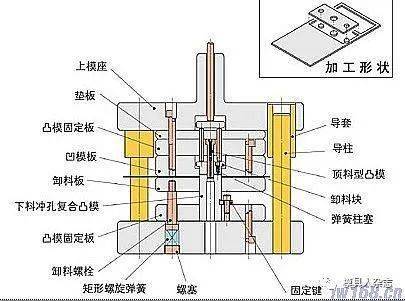
冲裁模主要由上模、下模、凸模、凹模、定位装置、卸料装置等部分构成,上模和下模是冲裁模的基础部件,凸模和凹模负责完成冲裁动作,定位装置和卸料装置则确保冲压过程的准确性和稳定性。
2、冲裁模的主要类型
根据冲裁工艺的要求,冲裁模可分为简单冲裁模、连续冲裁模和复合冲裁模等类型,不同类型的冲裁模具有不同的结构和特点,适用于不同的冲压生产需求。
冲裁模的安装
1、安装前的准备
在安装冲裁模前,应对冲压机、模具、工作环境等进行全面的检查,确保无异常,准备好所需的安装工具,如扳手、螺丝刀等。
2、安装步骤
(1)将上模和下模分别安装到冲压机的相应位置。
(2)安装凸模和凹模,确保凸凹模之间的间隙合适,以满足冲裁需求。
(3)安装定位装置和卸料装置,确保冲压过程的准确性和稳定性。
(4)对模具各部位进行紧固,确保模具在冲压过程中不会松动或移位。
3、安装注意事项
(1)确保模具的安装方向与冲压机的要求相符。
(2)在安装过程中,应避免撞击模具,以免损坏模具或影响模具的精度。
(3)安装完成后,应进行全面的检查,确保模具的安装质量和安全性。
冲裁模的调整
1、调整前的准备
在调整冲裁模前,应了解冲压机的性能参数、模具的结构和特点,以及冲裁工艺的要求,准备好所需的调整工具,如塞尺、螺丝刀、百分表等。
2、调整步骤
(1)调整凸凹模之间的间隙,确保其满足冲裁需求,间隙过大或过小都会影响冲裁质量。
(2)调整定位装置,确保坯料在冲压过程中的定位准确。
(3)调整卸料装置,确保冲裁后的工件能够顺利从模具上卸下。
(4)对冲压过程进行试运行,观察模具的工作状态,如有问题,及时进行调整。
3、调整注意事项
(1)调整过程中,应注意安全,避免手部接触模具危险部位。
(2)调整时,应逐步进行,避免一次性调整过多,影响调整精度。
(3)调整完成后,应进行全面的检查,确保模具的工作状态和安全性。
维护与保养
1、定期检查模具的状态,如发现磨损或损坏,应及时进行维修或更换。
2、保持模具的清洁,避免杂物进入模具内部,影响模具的工作状态和寿命。
3、对模具的活动部位进行润滑,以降低磨损,提高模具的使用寿命。
4、在使用过程中,应注意观察模具的工作状态,如发现异常,应及时停机检查。
故障排查与解决
1、故障类型及原因
常见的冲裁模故障包括工件尺寸不稳定、工件毛边、凸凹模损坏等,故障原因可能包括模具间隙不合适、刃口磨损、弹簧疲劳断裂等,操作不当也可能导致故障的发生,如工件尺寸不稳定可能是由于凸凹模间隙不均匀或定位装置失效所致;工件毛边可能是由于凸凹模间隙过大或刃口磨损所致;凸凹模损坏可能是由于过载或疲劳断裂所致,了解这些故障类型和原因有助于快速定位和解决问题。 2. 排查与解决方法 在遇到故障时首先需要对故障现象进行详细的观察和分析以确定故障类型和原因然后根据前述知识进行相应的排查和解决如工件尺寸不稳定可通过调整凸凹模间隙和定位装置来解决;工件毛边可通过调整凸凹模间隙或更换刃口来解决;凸凹模损坏可通过检查和更换相应部件来解决同时还需要注意检查操作过程是否符合规范排除操作不当导致的故障 在排查和解决故障过程中需要注意安全避免手部接触模具危险部位同时需要详细记录故障现象和解决方案以便后续分析和参考 七、本文详细介绍了冲裁模的构造安装调整以及维护和保养方面的知识帮助读者更好地理解和掌握相关知识和技能在实际应用中读者应根据具体情况灵活应用本文的知识进行冲裁模的安装调整和维护保养以保证冲压生产的质量和效率 八、参考文献 [此处留空待补充]
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...